Call us now :08037736556

 Send Inquiry
Send InquiryFloat Level Transmitter
Price 3000 INR/ Piece
MOQ : 1 Piece
Float Level Transmitter Specification
- Pressure Range
- Max. Pressure: 10 kg/cm2
- Process Connection
- Threaded Flanged Tri Clamp Others
- Input
- Excitation Voltage: 30 V
- Mounting
- Vertical
- Temperature Range
- -40C to 120C
- Level Detection
- Float operated
- Flame Proof Option
- Available
- Contact Rating
- Configurable
- Liquid Min. Density
- 0.8 gm/cc
- Medium
- Liquids only
- Sensor Output
- SPDT/Signal Relay
- Cable Entry
- PG11/3/4" Et
- Weather Proof
- Available
Float Level Transmitter Trade Information
- Minimum Order Quantity
- 1 Piece
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 10 Pieces Per Month
- Delivery Time
- 7 Days
- Main Domestic Market
- All India
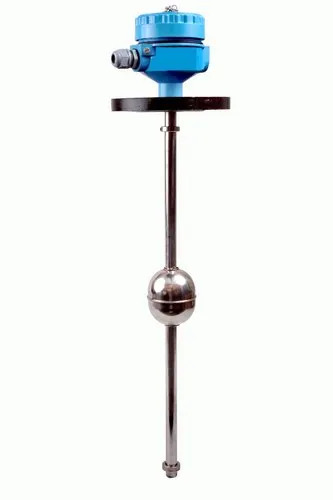
About Float Level Transmitter
Access a polished level measurement experience with our must-have Float Level Transmitter. Designed with brilliant versatility, it operates efficiently in liquids with a minimum density of 0.8 gm/cc. Take advantage of its configurable contact rating and lustrous stainless-steel body, catering to medium liquids only. It features weather-proof and flame-proof options, multiple process connections (threaded, flanged, tri clamp), and supports a maximum pressure of 10 kg/cm2, and temperatures from -40C to 120C. With SPDT/signal relay output and user-friendly vertical mounting, this transmitter ensures reliable, accurate level detection for diverse industrial needs across India.
Diverse Applications and Target Users
This float level transmitter is extensively used by manufacturers, chemical processing plants, and water treatment facilities, offering dependable monitoring in various industries. It's tailored for specific usage in liquid storage tanks, fuel depots, and process vessels-helping users maintain optimal safety and control. Additionally, it finds application in pharmaceutical and food processing environments, providing a must-have solution where accurate and robust liquid level detection is essential for ongoing operations.
Domestic Market Focus and Sales Provisions
Targeting the vast domestic market of India, our float level transmitter offers exceptional market value for discerning buyers. The sale price reflects a competitive outlay with assured quality and reliable performance. Customers can take advantage of flexible payment terms, including advance payment and cash on delivery. Certification for flame and weather-proof safety standards further enhances the product's appeal for cost-effective, secure operations in demanding industrial environments.
Diverse Applications and Target Users
This float level transmitter is extensively used by manufacturers, chemical processing plants, and water treatment facilities, offering dependable monitoring in various industries. It's tailored for specific usage in liquid storage tanks, fuel depots, and process vessels-helping users maintain optimal safety and control. Additionally, it finds application in pharmaceutical and food processing environments, providing a must-have solution where accurate and robust liquid level detection is essential for ongoing operations.
Domestic Market Focus and Sales Provisions
Targeting the vast domestic market of India, our float level transmitter offers exceptional market value for discerning buyers. The sale price reflects a competitive outlay with assured quality and reliable performance. Customers can take advantage of flexible payment terms, including advance payment and cash on delivery. Certification for flame and weather-proof safety standards further enhances the product's appeal for cost-effective, secure operations in demanding industrial environments.
FAQ's of Float Level Transmitter:
Q: How does the float level transmitter detect liquid levels?
A: The transmitter uses a float-operated mechanism that moves according to the liquid's level inside a tank or vessel. This movement is converted into an electrical signal through a SPDT or signal relay output, enabling accurate monitoring.Q: What are the available process connection options for this device?
A: You can choose from threaded, flanged, or tri-clamp process connections, allowing for flexible integration with existing industrial setups and straightforward installation.Q: When should I opt for the flame-proof version of the transmitter?
A: The flame-proof option is ideal for installations in hazardous or explosive environments, such as chemical plants or fuel storage facilities, where safety regulations require certified equipment.Q: Where is this float level transmitter mainly used?
A: It is primarily used in industrial liquid handling applications across sectors like manufacturing, water treatment, chemical processing, pharmaceuticals, and food processing within India.Q: What is the minimum liquid density suitable for this transmitter's usage?
A: This transmitter is designed to work efficiently with liquids having a minimum density of 0.8 gm/cc, ensuring accurate results in a wide range of liquid mediums.Q: How does the certification benefit industrial buyers?
A: Certifications for flame and weather-proof options assure users that the device meets stringent safety standards, enhancing reliability, risk mitigation, and overall market value.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Level Transmitter Category

Capacitance Level Transmitter
Price 5000 INR / Piece
Minimum Order Quantity : 1 Piece
Material : SS304
Process Connection : Customizable
Mounting : Threaded/Flanged

Radar Level Sensor
Price 45000 INR / Piece
Minimum Order Quantity : 1 Piece
Power Supply : 24 V
Material : SS 316L
Process Connection : Standard flange
Mounting : Threaded flange

Hydrostatic Level Transmitter
Price 10000 INR / Piece
Minimum Order Quantity : 1 Piece
Power Supply : 24 V
Material : SS316
Process Connection : Cable gland
Mounting : Submersible
Atex Approved Level Transmitter
Price 20000 INR / Piece
Minimum Order Quantity : 1 Piece
Power Supply : 16 300 V DC
Material : Stainless Steel
Process Connection : 1 BSP/NPT
Mounting : Threaded connection
Our Products


No. 130, 10th Cross, Pete Chennappa, Industrial Estate, Kamakshipalya, Magadi Main Road,Bengaluru - 560079, Karnataka, India

Mr Anand Swaroop
(MANAGING DIRECTOR)
Mobile :08037736556
 Send Inquiry
Send Inquiry Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese